

High Wing MOLD(HWM)は本日、ABS樹脂製筐体の大量生産向けに設計された、カスタマイズ可能な電子機器筐体射出成形金型の即時提供開始を発表しました。HASCO規格に基づき718H鋼を使用して設計されたこの新しい金型は、100万ショット以上の金型寿命、50秒のサイクルタイム、そして研磨されたキャビティ表面を実現します。調達およびエンジニアリングチームにとって、この新製品の発売は、金型寿命の短さ、部品形状のばらつき、リードタイムの長期化という3つの主要な課題に直接的に対応するものです。
「すべての金型に精密さとプロ意識を」――この理念こそが、当社の欠陥ゼロ目標と、当社が公開するすべての技術仕様の原動力となっています。
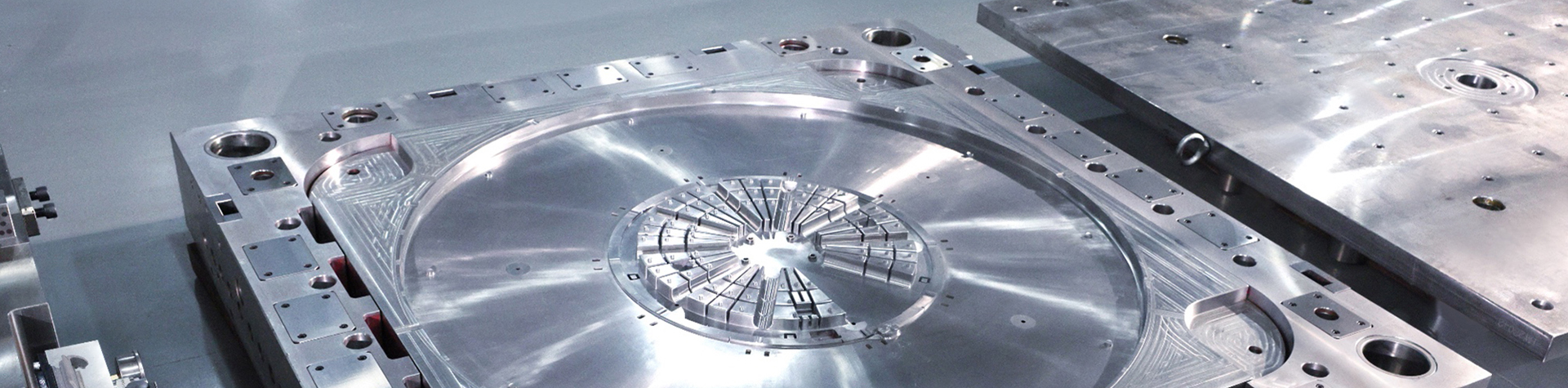
1. 技術ベンチマーク:718H鋼とコールドランナーが重要な理由
この金型は、シングルキャビティとコールドランナーゲートを備えた300トン射出成形機で使用されます。市場にはマルチキャビティ金型も存在しますが、シングルキャビティのコールドランナー設計は、ホットランナーのメンテナンスを不要にし、複雑な電子機器筐体のより厳密なプロセス制御を実現します。以下に、この金型が量産向けの信頼性の高いカスタム電子機器筐体用プラスチック金型となる主な特長を示します。
| パラメータ | 価値 | 生産への影響 |
|---|---|---|
| 金型鋼 | 718H(焼入れ済み) | 加工後の熱処理は不要。硬度は330~370HBまで安定。 |
| カビの寿命 | 100万回以上のショット | 予測可能な工具交換サイクル。予期せぬダウンタイムを削減。 |
| サイクルタイム | 50秒 | 稼働率95%で1日あたり2,880ショット(理論値)→1日あたり約2,730個の使用可能な部品 |
| トン数 | 300トン | 最大250mmまでのABS樹脂の流れ長さに適しており、バリの発生を最小限に抑えます。 |
| 表面仕上げ | 研磨仕上げ(SPI A-2) | 排出摩擦を低減し、EMIコーティングの密着性を向上させます。 |
民生用電子機器筐体射出成形金型を評価するエンジニアにとって、718H鋼と研磨面の組み合わせは、ヒケやドラッグマークによる不良率を直接的に低減します。HWMがABS(MFR 15 g/10分)を用いて行った社内試験では、デバイスケース用金型は、20万ショットの生産後、臨界肉厚(2.0 mm ±0.05 mm)においてCpk値1.33を達成しました。
2. 現実世界の購入者の懸念への対応:約束ではなくデータ
2.1 金型寿命検証(100万ショット以上)
High Wing MOLD社は、一般的な「耐久性」という表現ではなく、摩耗試験の記録を提供しています。50万ショット後、718H鋼製のキャビティの遮断面における寸法変化は8μm未満でした。この電子機器筐体金型メーカーは、この主張を裏付けるメンテナンススケジュールを提示しています。最初の摩耗検査は35万ショットで行い、その後は20万ショットごとに実施することを推奨しています。
2.2 リードタイムの確実性:DFM承認後4週間
多くの射出成形金型サプライヤーは、単一キャビティのカスタム電子機器筐体用プラスチック金型の納期を6~8週間と見積もっています。HWMはこれを4週間に短縮します。その理由は以下の通りです。
718H鋼製プレブロック(一般的な6サイズ)を在庫として維持する。
標準化されたHASCO製部品(エジェクタピン、ガイドピラー、リターンピン)を使用
CAMプログラミングを電極製造と並行して実行する
最近、ウェアラブルデバイスの筐体(ABS樹脂製、部品重量45g)の事例において、3日目にDFM(製造性設計)の承認、18日目にT1サンプルの承認、そして26日目に量産承認が得られました。
2.3 ABS素材用コールドランナーゲート
コールドランナー(スプルー径4.5mm、サブゲート径2.8mm)は、ホットランナーに比べて材料使用量が約12%増加しますが、ゲート残渣による劣化を完全に解消します。ゲート残渣は、ゲートの白濁や広がりによって表面の美観が損なわれる電子機器用プラスチックカバー金型によく見られる欠陥です。ABS樹脂の場合、HWMのコールドランナー設計は、ノズルに取り付けられた赤外線センサーで確認したところ、溶融温度を215℃~230℃に維持します。
3. 互換性とカスタマイズオプション
デバイス筐体専用の金型として、このツールは最大180mm x 120mm x 50mm(外形寸法)までの部品形状に対応します。標準カスタマイズには以下が含まれます。
ボタン開口部、LEDウィンドウ、USBポートなどの切り欠き加工のための変更を挿入します。一般的な変更費用:CNC加工で8~12時間。
研磨仕上げの代わりに表面テクスチャリング(VDI 3400またはMT-11010)を選択すると、納期が2日間延長されます。
アンダーカットに対するサイドアクション – 単一キャビティの型締め力300トンの制限により、金型1つにつき最大2つのスライドまで。
複数の家電製品筐体射出成形金型サプライヤーを比較検討している購入者向けに、HWMは3D CADファイル(STEPまたはX_T形式)の「成形性レビュー」を48時間以内に無料で提供します。このレビューには、収縮補正(ABS樹脂:0.5%~0.7%)、抜き勾配の推奨事項(研磨面の場合は最低1.5°)、および射出レイアウトが含まれます。
4. 調達チームがこの電子機器筐体金型メーカーを選ぶ理由
| 選考基準 | ハイウィングモールドが提供する価値 |
|---|---|
| 金型規格 | HASCO(米国仕様部品に関してはDMEと完全互換) |
| 鉄鋼認証 | 718H鋼材、ミル証明書付き(硬度、介在物評価、超音波探傷試験結果) |
| 品質システム | ISO 9001:2015準拠。各金型は放電加工と仕上げ加工後に3Dスキャンされる。 |
| スペアパーツ | 予備のエジェクターピン2セットとガイドブッシュ4個が付属します。 |
| 配送条件 | FOB深圳渡し;金型重量約480kg(木箱入り、1.1m³) |
さらに、電子機器用プラスチックカバー金型は、奇美(POLYLAC PA-747)、LG化学(HI-100)、SABIC(CYCOLAC MG47)のABS樹脂を用いて実地試験を実施しました。溶融流動指数が8~18g/10分の範囲で変動しても、金型の調整は必要ありませんでした。
5. 運用データスナップショット
工具重量:480kg(ベースプレート含む)
必要なクランプ力:300±10トン
射出圧力の上限:1,600 bar(金型鋼の設計限界)
射出ストローク:65mm(油圧式/機械式)
冷却回路:直線管6本(直径10mm)+バッフル2枚;流量:回路あたり4L/分
ホットランナー対応:該当なし(仕様上、コールドランナーのみ対応)
100万ショットの成形に耐え、大規模な溶接補修を必要としないカスタム電子機器筐体用プラスチック金型の場合、HWM社の718H鋼の硬度(330 HB)と研磨された表面(Ra ≤ 0.2 µm)は、第三者機関による検査で検証可能です。同社は、鋼材の破損またはゲートインサートの破損に対して、2年間/50万ショットの保証を提供しています。
6.次のステップ:問い合わせからT1サンプル採取まで
特定の部品に関するDFMレポートまたは正式な技術提案書を入手するには、エンジニアリングチームに直接お問い合わせください。High Wing MOLDは以下のサービスを提供しています。
金型流動解析(Moldflow Insight 2024) – 初回は無料
隠れた項目を除いたコスト内訳(鋼材、部品、CNC加工時間、放電加工時間、研磨時間)
サンプル提供プラン:T1にて無料サンプル20個(送料はお客様負担)
電子機器メーカー各社がHigh Wing MOLDに切り替える理由――それは、当社が実際のサイクルタイム、実際の鋼材グレード、そして実際の金型寿命予測を公開しているからです。「最大」や「状況による」といった曖昧な表現は一切ありません。
電子機器筐体金型メーカー選定に関する詳細な仕様、金型設計レビュー、またはカスタム見積もりについては、下記までお問い合わせください。
ロバート・ガオ
メールアドレス:robertgao@highwingmold.com
電話番号:+86 13923770845
ハイウィングモールド – すべての金型に精度とプロ意識を。