

精度、カスタマイズ性、そして工業グレードの耐久性――Highwing Mold社の最新の自動車用グリル射出成形金型は、車両前面の美観と機能的な保護において新たな基準を打ち立てます。
自動車の外装デザインは、目に見えるすべての部品の品質に大きく左右されます。グリルはブランドの象徴であるだけでなく、重要な吸気口であり、保護シールドとしての役割も果たします。Highwing Mold社は、HASCO規格に準拠し、1.2344鋼を使用し、100万ショット以上の成形を保証する、自動車用グリル専用のプラスチック射出成形金型を開発しました。しかも、250トンのプレス機でわずか30秒のサイクルタイムを実現しています。
以下に、金型の技術的能力、カスタマイズオプション、そして金型寿命の短さ、リードタイムの長さ、設計の柔軟性の制限といった、購入者が抱える一般的な問題点を直接解決する理由について詳しく説明します。
1. 技術仕様:大量生産向けに設計
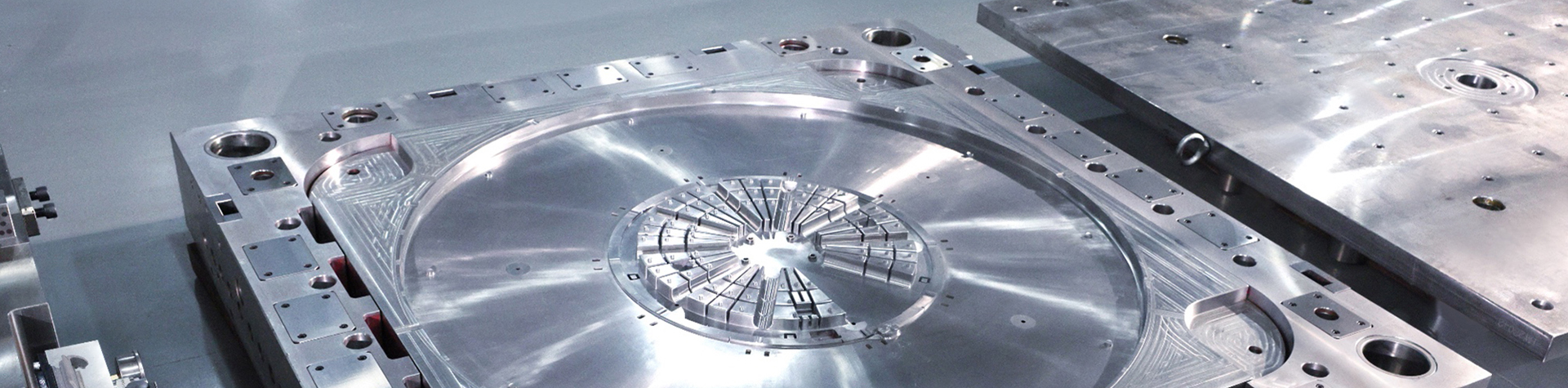
この新しい金型は自動車産業向けに設計されており、研磨されたキャビティ表面を持つABS樹脂を加工します。シングルキャビティのコールドランナーシステムにより、安定した充填と優れた部品外観を実現します。主なパラメータは以下のとおりです。
| パラメータ | 価値 |
|---|---|
| プロセス | 射出成形金型 |
| 金型規格 | ハスコ |
| 金型鋼 | 1.2344(高靭性・耐摩耗性) |
| 空洞量 | シングル |
| ランナー/ゲート | コールドランナー |
| 製品素材 | ABS |
| 金型表面 | 磨かれた |
| カビの寿命 | 100万枚以上のショット |
| サイクルタイム | 30秒 |
| トン数 | 250トン |
| リードタイム | 4週間 |
これらの数値は理論値ではありません。1.2344鋼は優れた耐熱疲労性を備えており、これは高温での射出成形サイクルを繰り返す際に不可欠です。研磨された表面により、自動車用グリル用プラスチック射出成形金型で製造されるグリルは、フローマークがなく、クロムメッキや塗装仕上げの準備が整っています。
2. 完全なカスタマイズ – BMWキドニーグリルからフル幅デザインまで
車種によってグリル形状は異なります。Highwing Moldは、お客様のCADデータを妥協なく生産可能な金型に変換することに特化しています。例えば、世界で最も認知度の高いフロントグリルの一つに、BMWのキドニーグリル射出成形金型があります。この独特なデザインは、象徴的なツインキドニー形状を実現するために、正確な曲率、分割線の制御、均一な肉厚を必要とします。Highwing Moldは、BMWキドニーグリル射出成形金型プロジェクトを成功裏に遂行しており、その部品は周囲のバンパーやヘッドランプアセンブリとシームレスに統合されています。
腎臓型グリル以外にも、Highwing Mold社は乗用車、小型トラック、商用車など幅広い車種に対応する、実績のある自動車用フロントグリル射出成形金型メーカーです。プロの自動車用フロントグリル射出成形金型メーカーとして、Highwing Mold社は様々な取り付け構造、メッシュパターン、エンブレムの凹部など、すべて同じ金型ベースで対応可能です。クロームフレームの高級グリルでも、オフロード車向けの頑丈なブラックメッシュグリルでも、金型はそれぞれのニーズに合わせてカスタマイズできます。
3. 100万ショット以上の成形寿命で「金型寿命の短さ」という課題を解決
多くの自動車部品購入者は、わずか30万~50万ショットで金型が早期に摩耗するという問題に直面しています。これは予期せぬダウンタイムや高額な交換費用につながります。Highwing Moldは、各自動車グリル金型メーカー向けに最低100万ショットの耐久性を備えたソリューションを設計することで、この問題に直接対処しています。1.2344鋼の使用に加え、精密な熱処理と研磨された表面処理により、ガラス繊維強化ABS樹脂やその他の一般的なグリル材料を使用した場合でも、浸食やピッチングを最小限に抑えます。
自動車用グリル金型のリーディングカンパニーであるハイウィングモールドは、フローシミュレーション(Moldex3D)と鋼材硬度試験を用いて、すべての金型を検証しています。その結果、100万ショットに及ぶ製造ライフサイクル全体を通して、一貫した部品品質を実現しています。お客様は、金型の突然の破損を心配することなく、生産スケジュールを計画できます。
4. バンパー一体型設計の車両グリル金型製造
現代の車両では、グリルとフロントバンパーの一体化が進んでいます。この傾向に対応するためには、組み立て公差やクリップ位置を考慮した高精度な車両グリル金型製造が求められます。Highwing Moldの車両グリル金型製造プロセスには、以下の要素が含まれます。
顧客との3D設計レビューを実施し、潜在的なヒケや溶接線を特定する。
材料の無駄を削減しつつ、高速サイクルタイム(30秒)を維持するためのコールドランナーの最適化。
研磨されたキャビティ表面により、二次研磨作業が不要になります。
車両グリル金型製造における専門知識を持つHighwing Mold社は、ボンネットラインから下部エアインテークまでを網羅するグリル用金型を納入してきました。この金型には、ADAS(先進運転支援システム)用のセンサーブラケットも一体化されています。単一キャビティ方式を採用することで完璧な再現性を実現し、250トンプレスに対応しているため、ほとんどの自動車ティア1工場で使用されている標準的な射出成形機に適合します。
5. 自動車用バンパーグリル金型製造 – フロントエンドモジュールのワンストップソリューション
グリルとバンパーグリルの境界線は曖昧な場合が多い。下部グリル開口部、フォグランプベゼル、アクティブグリルシャッターなどには、特殊な自動車用バンパーグリル金型の製造が必要となる。Highwing Moldは、メイングリルと一体化する、あるいは独立した部品として使用できる自動車用バンパーグリル金型の製造を提供している。
自動車用バンパーグリル金型の製造にハイウィングモールドを選ぶ理由とは?
HASCOの標準部品は、世界的な互換性を保証します。
コールドランナー設計は、メンテナンスを簡素化し、運用コストを削減します。
研磨された表面仕上げは、塗装されていない黒色グリルに対するクラスAの表面要件を満たしています。
金型設計から初回試作までのリードタイムは4週間で、業界平均(6~8週間)よりも大幅に短い。
可動式シャッター(可動ルーバー)を備えたバンパーグリルの場合、金型はインサート機構に対応できるよう調整可能です。自動車用バンパーグリル金型の製造専門パートナーであるHighwing Moldは、出荷ごとに金型サンプリングレポートとCMM検査データも提供しています。
6.この金型が調達に関する意思決定に直接的な解決策となる理由
自動車用グリル用プラスチック射出成形金型を新たに評価する際、購入者は通常、次の3つの質問をします。
メンテナンスまでに何回注射すれば良いでしょうか?
→ 1,000,000発以上の射撃、1.2344鋼で検証済み。どれくらい早く生産を開始できますか?
→ 注文から金型試作まで4週間のリードタイム。私の指定したデザイン(例:BMWのキドニーグリル射出成形金型)に合わせることは可能ですか?
→ はい。CAD/CAM統合による完全なカスタマイズが可能です。
さらに、250トンプレスの30秒のサイクルタイムは、1時間あたり約120ショットに相当します。100万ショット以上という数値は、信頼性が高く、高生産性のツールであることを示しています。研磨された表面は、ほとんどのABSグリルにおいて成形後の仕上げ作業を不要にし、部品あたりのコストを削減します。
Highwing Moldは、自動車用フロントグリル射出成形金型メーカーと自動車用グリル金型メーカーの両方を運営しており、初期設計コンサルティングから鋼材調達、機械加工、組み立て、サンプル作成まで、あらゆる工程を網羅しています。同社の車両用グリル金型製造および自動車用バンパーグリル金型製造サービスはISO-9001認証を取得しており、すべての金型は出荷前に実際の射出成形機でテストされます。
お問い合わせや技術的なご相談はこちらまで
詳細な見積もり、金型流動解析、またはサンプル金型の試作をご希望の場合は、下記までお問い合わせください。
ロバート・ガオ
メールアドレス:robertgao@highwingmold.com
電話番号:+86 139 2377 0845
公式サイト: www.highwingmold.com
Highwing Mold社製 – 精密な自動車用グリル用プラスチック射出成形金型。4週間で納品可能、100万ショット以上の信頼性を誇ります。